超声楔焊面临的挑战
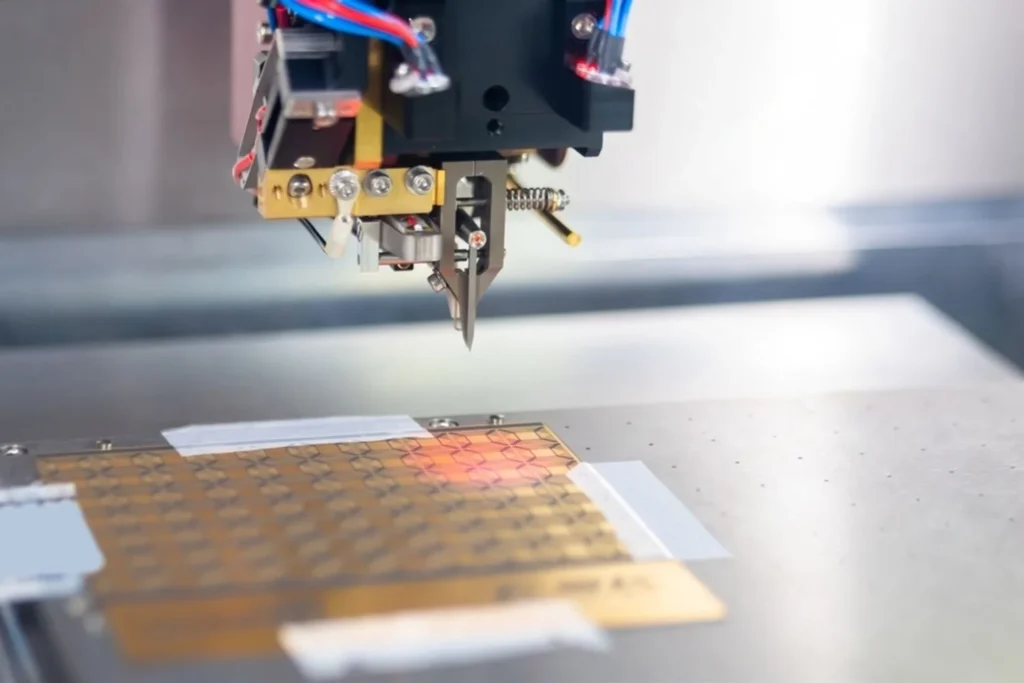
超声楔焊广泛应用于半导体封装、电力电子及微电子装配领域。该工艺通过超声振动、压力与热量,将铝(Al)或铜(Cu)细线连接至芯片焊盘。
但在高速与高功率应用下,存在以下挑战:
- 超声摩擦产生局部高温
- 工具快速磨损与微裂纹
- 铜线粘附问题
- 焊点均匀性下降
随着封装密度与电流承载能力提升,传统涂层难以满足需求。
传统 DLC 涂层的局限
传统 PVD 或 PACVD DLC 涂层:
- 硬度 15–30 GPa
- 摩擦系数 0.10–0.20
- 热稳定性约 300–350 °C
在高温与铜楔焊条件下容易:
- 热退化
- 微裂纹
- 摩擦升高
- 焊点一致性下降
i-TAC®:面向极端工况设计
纳峰科技 i-TAC® 采用 FCVA 技术沉积,形成高性能多层 ta-C 结构。
技术优势
- 超高硬度 >70 GPa(>5000 HV)
- 热稳定性高达 600 °C
- 低摩擦系数 <0.10
- 致密无缺陷结构
性能对比
| 挑战 | 传统 DLC | i-TAC® |
|---|---|---|
| 耐磨性 | 15–30 GPa | >70 GPa |
| 热稳定性 | 300–350 °C | 600 °C |
| 摩擦系数 | 0.10–0.20 | <0.10 |
| 焊点均匀性 | 易退化 | 稳定 |
制造端优势
- 延长工具寿命
- 提升产能
- 提高良率
- 降低返工
- 降低维护成本
结论
在铜楔焊与先进封装时代,工具涂层必须具备更高性能。
i-TAC® 结合超高硬度、优异耐热性与低摩擦特性,为超声楔焊提供可靠保障。